
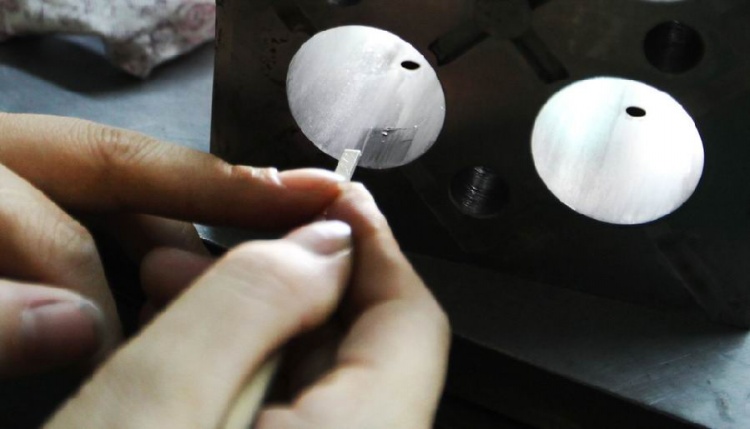
Mold polishing is primarily a manual process requiring a high level of skill and knowledge. Mold polishing is perhaps the only operation that is not able to be automated, when all the CNC machining, EDM machining, surface grinding, and wire cutting are completed, the mold polisher is the one who puts the final appearance on the molding surface.
Before the polishing process, we have to know that there are some factors that affect the polishability.
- Tool steel quality . Different grades of tool steels will require a different polishing techniques. For example: it takes more time to polish 420 stainless steel than H13 steel.
- Heat treatment. . A case-hardening steel which has been overcarburized is likely to have an unsuitable structure for polishing.
- Polishing technique. Different polishers have slightly different ways to polish which they have developed during years of practice. The ultimate guide of a good polisher is one who can get the required finish on time at a reasonable price.

Mold polishing is primarily a manual process requiring a high level of skill and knowledge. There are a number of finishes available to mold makers and the final finish depends upon the plastic part requirements.
“Stoned” finish : This is the most basic type of finish, which uses stone abrasives to get a matt finish. They range from 100 grit to 1200 grit. This is the cheapest & quickest form of polishing. Normally used to remove machining marks, so as to make the ejection easier during molding.
“Paper” finishes: This is essentially a fine abrasive attached to paper which is used after stoning to get some level of gloss on the mold tool surface. The plastic part will also replicate this same level of gloss on its surface。
Mirror polish.: This is the most expensive and time consuming type of finish to achieve and needs the first 2 stages (stoning and papering) to be completed before mirror polishing can begin. Diamond paste is the most common abrasive agent used in polishing. Optimum performance is obtained with the right paste, on the right polishing tool.
Above all, cleanliness in every step of the polishing operation is of such great importance that it cannot be overemphasized.
Mold polishing can cause the profits to quickly disappear if unnecessary time is wasted on over-polishing or making up for poor surface finishes from the milling, grinding or EDM operations. Each machining operation must have surface finish requirements in order to avoid this problem.
Therefore, it is necessary to know your customer’s minimum requirement for their product. The best way to do this is to find several sample parts of different finishes and let your customer to approve the minimum requirement. This approved sample can then be passed on to the mold polisher so he can replicate the required finish.
Also, knowing if the polished finish is for functional or cosmetic reasons helps in deciding the type of finish.

Why we strive for good surface finish for the injection mold? Generally, there are some advantages with high surface finish, including:
- Obtain good quality surface finish for the molding plastic parts.
- Easier ejection of the plastic parts from the molding tool
- Reduced risk of local corrosion
- Reduced risk of fracture or cracking due to temporary over loading or pure fatigue
Mold polishing usually determines the quality of the work of an injection mold surface finish, and this manual process can quickly consume profits. The injection mold making may have been done well, and the mold making process may be efficient, but if the surface finish is wrong, the part is rejected.
Usually the project manager may be able to discuss changing the surface finish in order to keep costs as low as possible. The same to over-compensate in order to be on the safe side can occur from the customer’s end as well. For this reason it is well worth the effort to communicate with your customer to find out the actual surface finish they need,
That’s surface polishing. We will discuss some other key processes for mold making.
Please click https://www.dankemold.com/ to get more information.
..