
Along with higher quality and productivity requirements on plastic products, demand for injection molded parts continues to increase every year because plastic injection molding process is well known as the most efficient
manufacturing techniques for producing of precision plastic parts with various shapes and complex geometry at low cost.
The plastic injection molding process is a cyclic process where polymer is injected into a mold cavity, and solidifies to form a plastic part. It consists of three important stages:
- Mold filling stage. Filling the cavity with melt hot polymer at an injection temperature .
- Melt and cooling stage, where the mold is cooled until the part is sufficiently solidified.
- Ejection stage, where the mold is opened and the solidified part is ejected out of the cavity.

Then the mold is closed again to begin the next cycle. Cooling stage is very importance because it is not only to reduce molding cycle time, but also aiming at reducing cycle time must minimize such undesired defects as sink marks, differential shrinkage, thermal residual stress built-up and part warpage, so it significantly affects the productivity and the quality of the final product.
Water was chosen for cooling because of its high cooling effect. It is cheap and environmentally friendly, unlike oil. The channels have a diameter of 10mm, some molds need diameter 8mm in the cavity because of better intertwine between the shape cavity, ejectors and replaceable inserts.
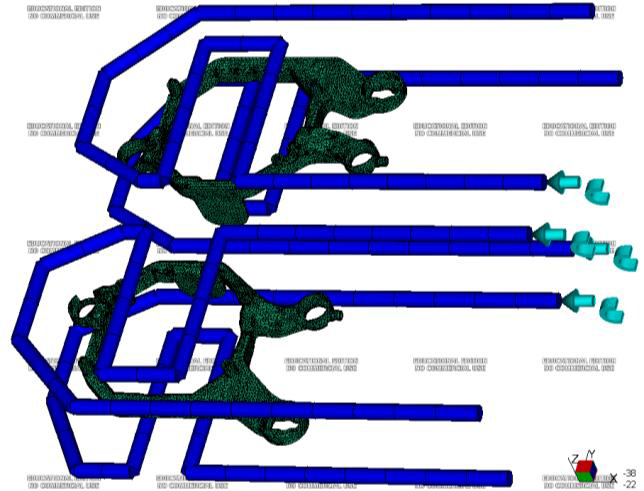
The effect of cooling channels form and the effect their location on the temperature distribution of the mold and the solidification degree of polymer should be studied. Considering the cost and feasibility, most mold makers are following the conventional principle. Just like: drilling long/deep holes directly from every side surface of the mold. The distance between water line and parting line should be more than two times water diameter. In and out of water can not be on the top of mold, it should be on the non-operator side, and so on.
When using very simple and direct cooling systems in the mold, the part will deform badly after molding because the temperature is not even at all. When making cooling channels a little bit complicated which is following the part shape as much as possible, deformation will be less. When the cooling system completely following the part shape perfectly, the part and the production may be perfect as well,
Keeping an even temperature on the surface of the mold is a constant challenge. Make the cooling channels that naturally follow the contours of the part to be produced — has been positioned as a solution for controlling injection-molding temperatures. Actually if the cooling channels directly related to part shape are used in an injection mold, the part quality goes up and cycle time goes down obviously. Today, Direct Metal Laser Melting (DMLM) achieve this perfectly, cooling channels can be designed as complex as you need to match the part shape, the main problem which stop us using this method is just the material (very few) and high cost.
To improve the productivity of the process, the cooling time should be minimized and at the same time a homogeneous cooling should be necessary for the quality of the product. As the cooling channels take the form of the product, the cooling rate is improved. We all should keep researching this subject.
Please click www.dankemold.com to get more information about rapid tooling, Injection molding as well as rapid prototyping.