
The prototyping stage of product development is crucial to the success of a project, though this aspect of development is usually hurried or not being considered enough. Prototype parts are used for communications, engineering studies, market studies or promotions, to evaluate product manufacturability /assembly characteristics, and to verify CAD model or dimensional accuracy.

There are many methods that can be used to produce prototype plastic parts. The method(s) that is the best for a given application depends on the quantity of prototype parts required, the size of the parts, the budget and time requirement, and sometimes most importantly, on how true to life the prototype must be in terms of its engineering functions. Usually plastic prototype production techniques include:
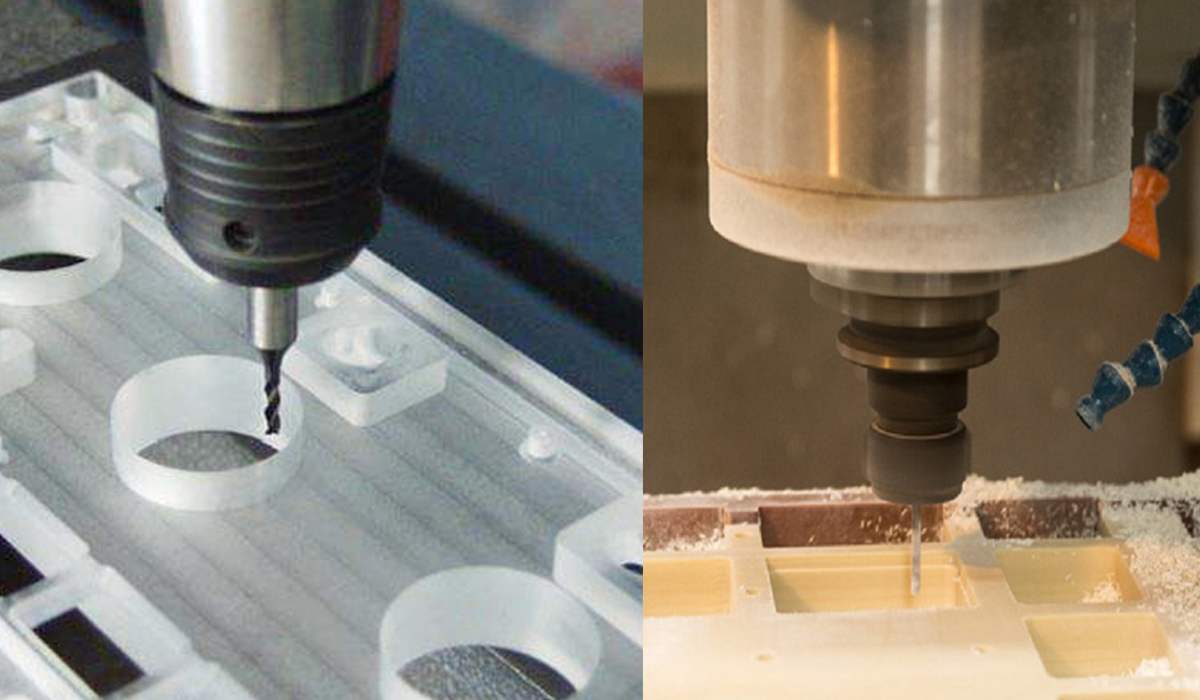
- CNC machining
- SLS (Selective laser sintering)
- 3 D printing (e.g. SLA )
- Polyurethane vacuum casting with silicone mold
- Molding prototypes using die cast tooling
- Molding prototypes using soft tooling
Machined plastic prototypes can be produced to high degrees to an accuracy of ±0.05 mm or better can be achieved, provided one follows proper machining practices for plastic materials. Several general factors should also be taken into consideration when machining plastic materials since the machining characteristics of plastic materials are very different than those of metallic materials. Some of these considerations include:
- Plastics are good insulators, and the work pieces can become hot during machining. The hot part’s dimensions can be significantly different from the final equilibrium values, since many plastics have high thermal expansion coefficients. Localized heat causes expansion in the cutting area and can result in overcuts, undercuts, and even degradation.
- It can also be good practice to stress-relieve the blank or the workpiece at an intermediate stage of machining to relieve any internal extrusion or machining related stresses which could result in part dimensional changes over time or at elevated temperature.
- Heat generated in the workpiece does not dissipate through the piece as quickly as it would with metals, and part temperatures can reach the softening point of the material. However, the use of aggressive coolants should be avoided with some polymers since they could result in stress cracking. Air jets, water mist or spray, water/soap solutions, or water-soluble oils may be used cautiously (parts should be examined for evidence of stress cracking). Compressed air cooling offers the additional advantage of avoiding the need for part cleaning after machining.
- It is important to avoid high local stresses and deformation of the workpiece caused by part fixturing and clamping since many plastic materials are relatively soft, while others can be brittle. In some cases, custom fixtures may need to be machined in order to support the plastic part during the machining operation. Double sided tape is sometimes used to fix the plastic stock on the work-platform
- Regular high speed tools with sharp cutting edges are acceptable for short runs, however, wide flute tungsten carbide or diamond bit tools are recommended for longer runs. Tools should be kept extremely sharp and have appropriate cutting clearances.
Please click www.dankemold.com to get more information.